




1.严格执行焊接工艺评定,按照焊接工艺评定的步骤参数操作
2.严格执行持证上岗须只有船级社的焊工证方可焊接,并在焊缝留有标志
3.对焊接材料的烘培发放回收情况进行跟踪,烘培时间要达到1至2小时,碱性焊条要 350-400摄氏度,酸性焊条 75-150 摄氏度焊剂 250 摄氏度
4.检查波口切割质量是否达到设计和规范要求
5.检查焊接部位有无打磨,须清除毛刺割渣飞溅波纹崩坑氧化皮锈迹油污等物质
6.雨雾雪天气温低于 5 摄氏度,风力大于 4 级,湿度大于 85%不能焊接。如有特殊情况须采取防风防雨加温预热等措施;
7.不同规格的钢板须按规范开波口,报工打磨与第五条相同
8.埋弧焊,起熄弧须按设计要求和 GB50205-2001 规范执行,不得在母材起熄弧
9.审核焊接返修工艺并监督按返修工艺实施返修不得超过两次
10焊接外形应符合 GB50205-2001,JB/T7949-1999,JJJ041-2004TB10212-98 规范
11.一二级熔透性焊缝按规范做各种无损探伤,所有焊缝都进行 100%的目测检查
12.经常检验设备的完好情况,带病设备禁止用于本工程
13.监理加强现场巡视检查工艺评定的执行情况,检查焊机的电流电压行走速度和焊材的保温情况等。
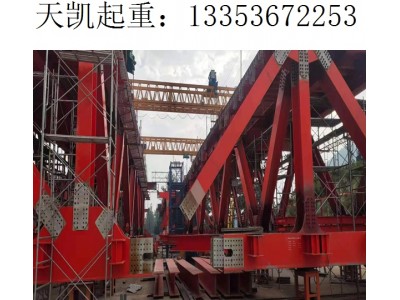
青海海东钢箱梁厂家施工主要工艺:钢箱梁分节段运输至施工现场一吊装一螺栓连接(焊接)-涂漆一桥面系施工。
天凯起重:www.tiankaigxl.com
原文链接:http://www.jx1168.com/caigou/show-17709.html,转载和复制请保留此链接。
以上就是关于青海海东钢箱梁厂家 焊接的好坏影响质量全部的内容,关注我们,带您了解更多相关内容。
以上就是关于青海海东钢箱梁厂家 焊接的好坏影响质量全部的内容,关注我们,带您了解更多相关内容。






