




在箱设计制造过程中,一般提下技术要求:
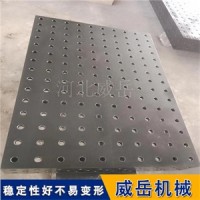
规定铸铁平板砂箱铸坯的尺寸和质量公差。要求吊轴和吊环等与箱壁铸接的部分很好地熔合,铸铁平板不得有裂纹和气孔等严重问题。铸铁平板砂箱铸坯应经过人工时效处理,以去掉铸造内应力。具体提出加工精度要求,如铸铁平板分型面上的平面度公差,填砂面与分型面的平行度公差销孔中距公差,销孔轴线与分型面的垂直度公差等。各部分的铸铁平板表面粗糙度要求。规定箱高、箱壁、销及铸铁平板销孔等在使用过程中的允许磨损程度。铸铁平板砂箱的锁紧装置。合箱后要将上、下箱锁紧,以防止搬运时错动和浇上箱注时抬箱。因此,在砂箱上设置锁紧箱下箱耳。一般在一个砂箱上应对称地设置四个锁紧箱耳或楔形凸台,且应设在铸铁平板箱壁分型面的凸边上,位置略低于分型面平面,以便可靠锁紧。
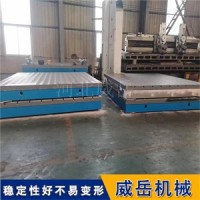
铸铁平板锁紧箱耳或楔形凸台与箱卡、铸铁平板锁紧销及楔片、螺栓等配套使用进行锁紧。搬运和翻箱装置。人工搬运的小砂箱设箱把,大、中型砂箱设吊轴。铸铁平板大型砂箱除设吊轴外,还设吊环,以保证砂箱的搬运或翻转可靠,并且使用方便。的用钢材制成的箱把、铸铁平板吊轴及吊环可用铸接的方法与砂箱连接,其铸入端砂箱楔形凸台应加工出凹槽或倒刺,以确保与砂箱和锁紧箱耳的结构。
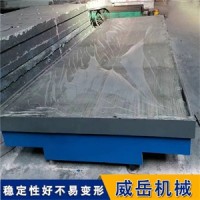
铸铁平板高压造型砂箱的侧变形。高压造型时,铸铁平板砂箱侧壁要承受很大的侧压力,铸铁平板侧压力的作用导致砂箱侧壁产生变形,特别是在没有箱带时,变形会更严重。因此,铸铁平板砂箱须有足够的强度和刚度,在使用中不应产生塑性变形。也应对弹性变形量进行控制,这是因为随着压力载荷的去除,处在弹性变形状态的箱壁也随着外力的去除而向内弹回。铸铁平板砂箱的变形量越大卸载后砂型向箱中部位的位移量也越大,这就会引起砂型变形甚至开裂、塌箱,从而给正常的起模造成困难。所以,有的工厂将用于震压造型机的模样改用在高压造型中时,会出现铸铁平板壁厚减薄、重量减轻的现象。铸铁平板砂箱侧壁沿长度方向的变形量在0.01~0.03的范围内。
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 高女士13231722614 竭诚为您服务!
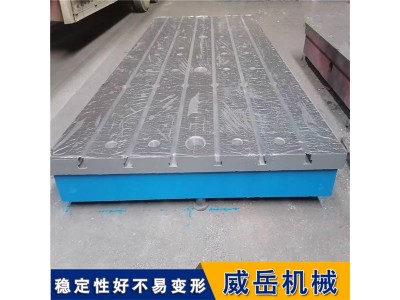
以上就是关于落地镗平板T型槽装配平台机床工作台厂家直发全部的内容,关注我们,带您了解更多相关内容。